独立制造岛
1.什么是独立制造岛
独立制造岛是一种以数控机床为核心,由多台机床组成的、并具有一定的自动性和封闭性的制造系统。分布式数控和工况数据采集系统是独立制造岛的重要组成部分。
在独立制造岛中,利用计算机进行工艺设计、数控编程、作业计划编制和生产调度以及物料管理,提高技术准备工作的效率和物料流及信息流的合理性和连续性。独立制造岛的生产组织形式可通过适当的计算机接口与其他系统进行连接,扩充成一个整体化的计算机集成制造系统。
2.独立制造岛生产模式的原理及实施方案
采用独立制造岛生产模式的车间,要按照成组技术的原则,将零件划分为制造族,在岛内仅完成某特定零件族的加工。利用网络技术将数控编程系统、各制造岛内的CAPP、车间作业计划系统等在车间范围内联网,建立车间生产管理和控制的集成环境。
- 1.车间生产管理和控制原理
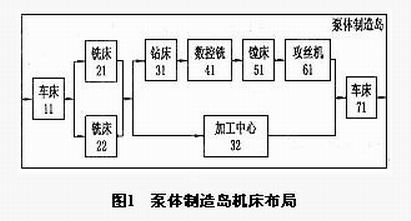
本文对车间生产管理、控制系统以及独立制造岛的分析、讨论,是以天津液压机械(集团)有限公司的泵体加工为背景。该公司生产的泵类系列品种广泛,其泵体加工属中小批量、多品种生产类型。本文在原泵体加工生产线的设备条件下,按独立制造岛生产模式,提出如图1所示的机床布局方案,在该岛内完成泵体加工所需的各种工序。采用该种布局方案明显改善了物料流。
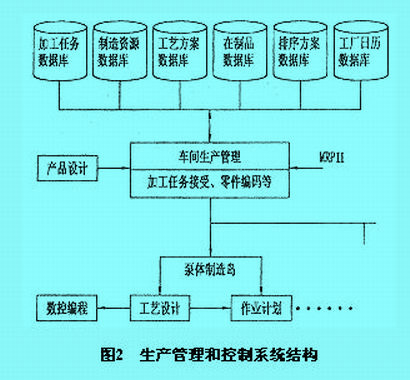
车间生产管理和控制系统结构如图2所示。首先,车间生产管理系统接受MRPⅡ系统下达的加工任务信息或直接输入加工任务信息,并从设计部门的CAD系统调入零件技术图纸。然后,生产管理系统根据成组技术的原则将零件分类、编码,并按照零件分类、编码的情况,将加工任务分配给相应的制造岛。最后,在车间及相应的制造岛内完成工艺设计、数控编程、作业计划编制等,并生成、打印各种工艺文件。在系统方案中还包括相应的数据库系统,如加工任务数据库、车间(制造岛)资源数据库、工艺方案数据库、在制品数据库、排序方案数据库、工厂日历数据库等。
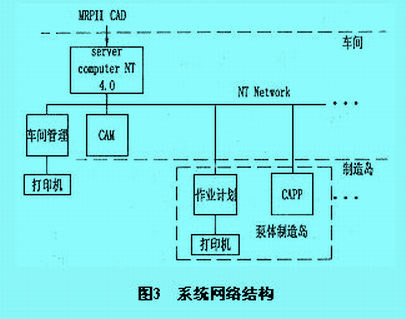
在车间生产管理和控制计算机系统中,网络操作系统采用Windows NT Server 4.0,工作站采用Windows 95,数据库系统采用FoxPro 5.0 for Windows,开发语言采用Borland C++5.0 for Windows。图3为系统网络结构图。
- 2.独立制造岛作业计划的调度规则
采用独立制造岛生产模式的车间,将车间作业计划进一步分解成各个独立制造岛的作业计划,车间生产作业计划及实时调度系统研究、开发的工作转变为独立制造岛作业计划及实时调度系统的研究、开发。其目的是:
(1)保证工期、按时完成所接受的任务;
(2)提高制造过程的柔性和完成“急件”任务的应变能力;
(3)减少库存。
独立制造岛作业计划的调度规则是指。通过给定加工点次序的规则,确定一队加工任务,可采用优先权规则作为作业计划的调度规则。一队加工任务按优先权的次序进行加工。一项任务完成后,就将其纳入加工路线中的下一个加工点的任务队列中,成为下一加工点的机床负荷[3,4]。
对于泵体制造岛作业计划的调度规则,采用下列优先权规则:
(1)工期最短的任务优先权最高;
(2)加工时间最短的任务优先权最高;
(3)“缓冲最少”的任务优先权最高。
无论采用哪种优先权规则,“急件”任务的优先权总是最高。采用上述调度规则可获得多种作业计划方案,对上述方案进行评价后,选择一种相对最佳的方案作为独立制造岛的作业计划方案。如果制造岛内发生干扰情况,可根据新情况重新生成新的作业计划来满足工期要求。